
Description
Our customer wanted to upgrade their existing effluent treatment plant control system from a fully manual operation with many obsolete components through a phased approach to eventually reach full automation.
The first phase involved the design, build, installation and commissioning of a 3.6m floor standing panel suite comprising three panels with double door access on both the front and back and a number of smaller remote panels serving instrument inputs and outputs in the area local to them. We also supplied and installed the incoming distribution board from which the supplies for each panel were taken as specified in the design.
The system was based on an Allen Bradley CompactLogix PLC Platform, with remote IO in the various areas of the plant. As a site standard, Danfoss Drives and Softstarters were used, with Allen Bradley motor starters for those motors the were fixed speed and lower duty. An Allen Bradley Factory Talk View SCADA was prgrammed an installed for visualisation. This system was selected based on the the full future requirements for the system being taken in to account, rather than provide a smaller system with a HMI and having to replace that when the rest of the plant is automated.
Installation and commissioning needed to be completed during a site shutdown and certain parts of the plant could not have a loss of power of more than 4 hours. We did as much installation as was possible before the shutdown and then followed a carefully devised plan to ensure that crucial processes were back on within the 4 hour time limit – this required a great deal of teamwork when installing the main incoming cable 185mm2 4 core SWA.
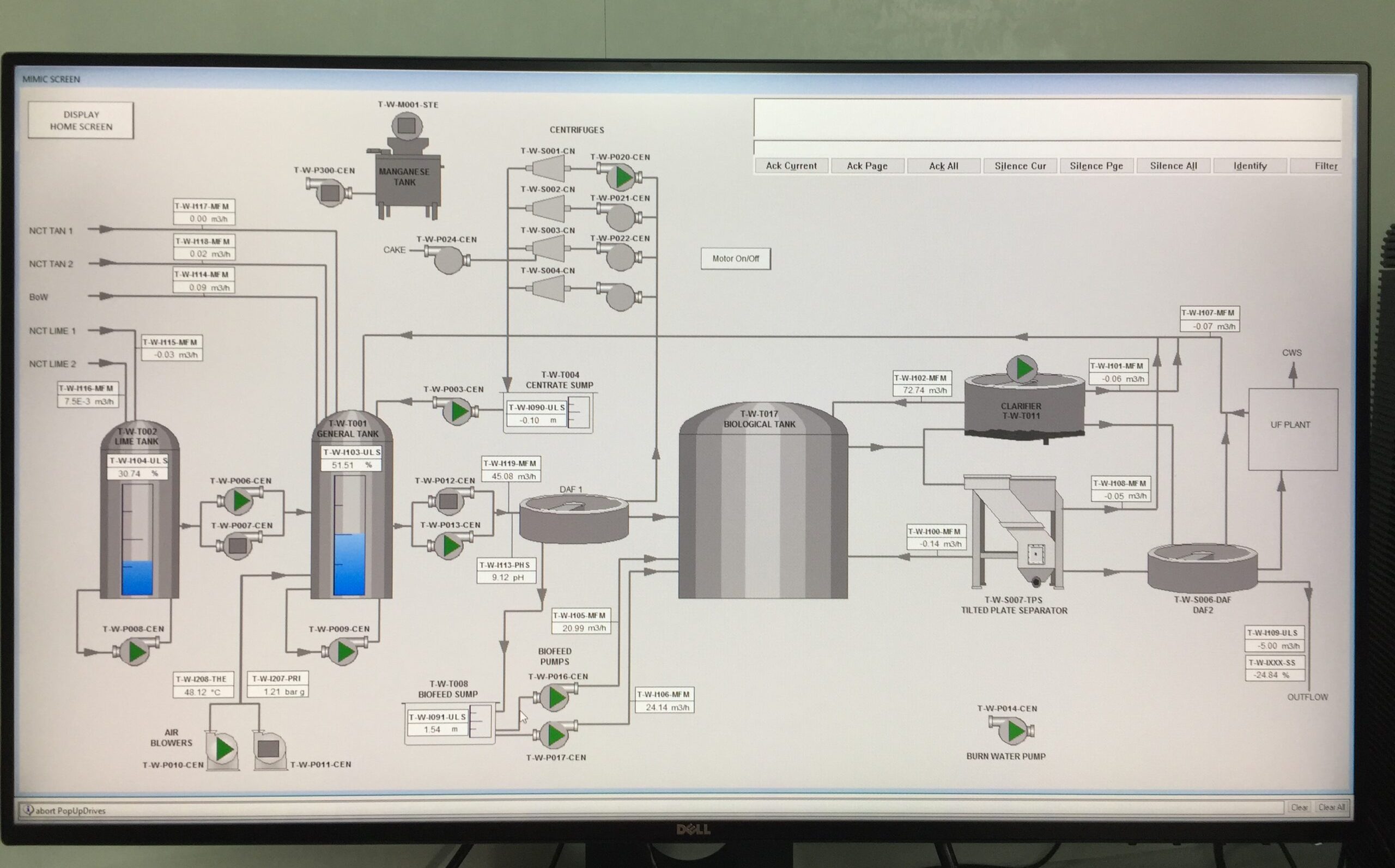
The end result was that all instrumentation was displayed on the SCADA, with all data logged at intervals required by our customer for regulatory purposes and also for plant monitoring. We also programmed useful alarms based on the instrumentation, to bring critical issues to the attention of the operator. All motors were fully programmed to allow remote or local operation (preference for remote from the SCADA) with full interlocking to prevent equipment damage and critical situations from occurring.
As the system still had manual valves installed rather than automated valves between the different plant packages, it was not possible for full automation at this stage, however, certain plant packages were able to be fully automated and the remaining were completed in the next phases.
Client:
Scottish Tannery Effluent Treatment Plant
Location:
Scotland



Recent Comments